Engineered for extreme environments, our top-tier industrial lights provide unparalleled safety and efficiency.
In the modern era of Industry 4.0, Industrial Lights Factories are no longer just manufacturing hardware; they are engineering the visual infrastructure of global productivity. The global industrial lighting market is projected to reach over USD 20 billion by 2028, driven by the massive transition from traditional HID lamps to high-efficacy LED systems. From the sprawling logistics hubs in North America to the high-tech manufacturing corridors of the Pearl River Delta, lighting has become a critical factor in operational safety, employee well-being, and energy conservation.
Today's Industrial Light Factory must navigate complex regulatory landscapes including ATEX for explosive atmospheres, IP ratings for moisture resistance, and DLC/ERP standards for energy rebates. We have observed a significant shift in procurement patterns: global enterprises are now prioritizing "Smart Lighting" that integrates with building management systems via IoT protocols.
Technology is evolving rapidly, merging AI-driven sensors with robust hardware.
Smart factories are adopting lights that communicate. Dimmable sensors and motion-tracking LEDs reduce energy waste by up to 80% in low-traffic warehouse zones.
Procurement teams now demand Carbon Neutral manufacturing processes. LED industrial lights play a pivotal role in hitting corporate ESG targets through reduced maintenance and power consumption.
Adjustable CCT (Correlated Color Temperature) helps regulate circadian rhythms in 24/7 shifts, significantly improving worker productivity and reducing error rates in assembly lines.
As a leading Industrial Lights Factory based in China, we offer more than just competitive pricing. Our ecosystem provides a unique fusion of speed, customization, and technical precision. The China supply chain allows us to source the highest-grade aviation aluminum and premium LED chips (like Philips or Osram) within hours, not weeks.
Our proximity to major ports like Shenzhen and Ningbo ensures that your global procurement needs are met with efficient logistics and minimized transit times.
Industrial lighting needs vary drastically by industry and geography.
In hazardous environments like LNG plants, explosion-proof integrity is non-negotiable. Our ATEX and IECEx certified lights ensure that spark-ignition risks are zero, even in the presence of flammable gases.
High salinity and moisture require IP68 or IP69K ratings. Our marine floodlights utilize specialized anti-corrosion coatings to survive years of exposure to salt spray on ship decks and port docks.
Vertical height requires precise beam angles. Our UFO High Bays use advanced optics to ensure light reaches the floor between tall racks, preventing shadows that could cause workplace accidents.
In busy workshops, virtual laser lines and Gobo projectors are replacing traditional floor paint, offering a maintenance-free way to mark walkways and danger zones for forklifts.
Boray Light Co., Ltd. founded in 2014 and dedicated to LED lighting, is a leading manufacturer and exporter of high-quality LED strip lights, dedicated to providing innovative lighting solutions for a wide range of applications.
With years of expertise in the LED industry, we pride ourselves on delivering energy-efficient, durable, and versatile lighting products that meet the diverse needs of our global clients. We provide linear LED lighting solutions for indoor and outdoor applications with high-quality LED strip lights, LED COB strip, LED neon and other LED lights.

Our factory consists of more than 50 employees, over 10 years specialized in LED strips area. all of whom are dedicated to providing excellent products and customer service. can support quickly our customers in professional lighting solutions.
We currently focus on LED strip lights, COB strip, Neon strip, flexible pixel strips, LED rigid bars, high voltage LED strip and LED aluminum profile.
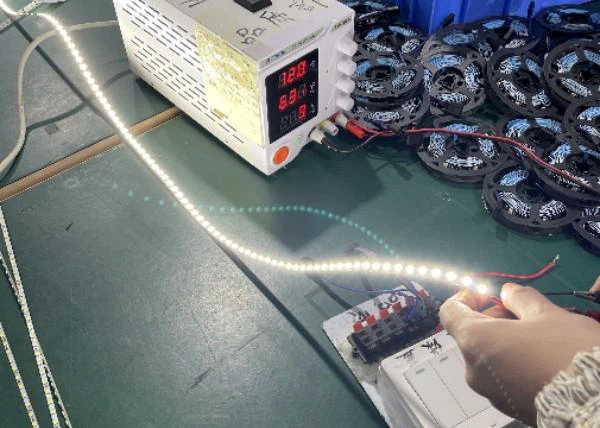
Most of products are widely used in Indoor & Residential Lighting, Outdoor & Recreational Lighting, Architectural Lighting, Commercial Lighting, etc. SMT (Surface Mount Technology) Machines, LED Testing Equipment, Coating and Sealing Equipment, Assembly and Packaging Equipment Inspection, Quality Control Equipment, etc.


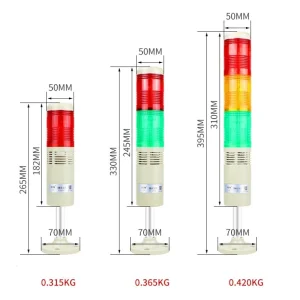
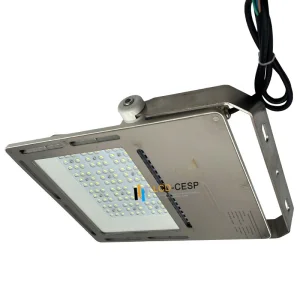
Browse our specialized product range for signals, safety, and heavy-duty lighting.